





Специализированный автоматический сварочный аппарат для колонн
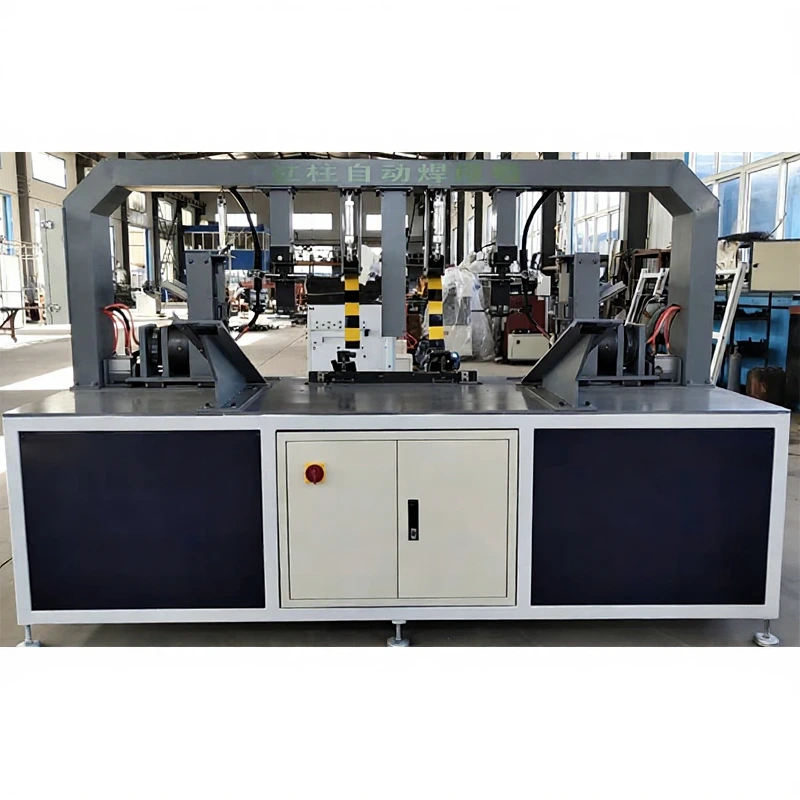
Этот автоматический сварочный аппарат для колонн представляет собой промышленное автоматизированное сварочное решение, разработанное для крупносерийного производства. Благодаря прочной портальной раме и двухпозиционным сварочным головкам он обеспечивает высокоэффективную автоматическую сварку различных заготовок колонного типа. По сравнению с традиционной ручной сваркой, он стандартизирует и автоматизирует процесс сварки, значительно повышая стабильность качества сварных швов и эффективность производства. Он служит ключевым решением для модернизации в таких отраслях, как производство стальных конструкций колонн и механических компонентов.
5.0
design customization
Please fill out the form below to request a quote or to request more information about us. Please be sure to upload customized requirement documents or pictures, and we will get back to you as soon as possible with a response. we're ready to start working on your new project, contact us now to get started.
Пожалуйста, заполните форму ниже, чтобы запросить цитату или запросить дополнительную информацию о нас. Пожалуйста, будьте максимально подробны в вашем сообщении, и мы вернемся к вам как можно скорее с ответом. Мы готовы начать работать над своим новым проектом, свяжитесь с нами сейчас, чтобы начать.
Технические параметры
| Категория параметров | Технические характеристики |
| Структура | Портальная рамная конструкция |
| Сварочная станция | Двухстанционная синхронная сварка |
| Применимая заготовка | Стальные заготовки колонного типа (квадратные/круглые) |
| Режим управления | Полуавтоматический/полностью автоматический (опционально) |
| Источник питания для сварки | Промышленный инверторный сварочный аппарат |
| Размер устройства | Приблизительные размеры: 2200×1200×1800 мм (возможна индивидуальная настройка). |
| Вес устройства | Примерно 1200 кг (можно настроить под ваши потребности) |
| Требования к электропитанию | Трехфазное питание 380 В, 50 Гц |
| Точность сварки | ±0,5 мм |
Обзор оборудования
Колонна (в данной статье) — это компонент, используемый для крепления двигателя в крупных ветротурбинах. Она формируется путем приварки прямоугольных торцевых пластин к обоим концам квадратной трубы, образуя I-образную конструкцию.
Ранее ручная сварка двух квадратных торцевых пластин к квадратной трубе была не только неэффективной и трудоемкой, но и сопряжена с плохими условиями труда и нестабильным качеством. В ответ на эти проблемы ручного производства колонн была разработана специализированная автоматическая сварочная машина для колонн. Она автоматизирует сварку колонн и снижает зависимость от ручного труда.
Порядок действий
• После нажатия кнопки «Пуск» манипулятор устанавливает торцевые пластины и квадратные трубы на сварочной станции.
• Активированы пневматическое позиционирование и зажим.
• Начинается сварка. Следуя предварительно запрограммированному алгоритму, сварочный аппарат CO₂ выполняет круговую сварку на 360 градусов на вращающейся квадратной трубе и торцевых пластинах.
• После сварки пневматический зажим размыкается, и манипулятор перемещает готовую заготовку на сборочный стол. После накопления определенного количества заготовок оператор извлекает их для штабелирования.
В процессе работы оператор отвечает только за пополнение торцевых пластин в подающих устройствах, размещение квадратных труб на рабочем столе и удаление готовых сварных заготовок.
Функции
01
Устойчивая портальная конструкция
Конструкция рамы портала из высокопрочной стали обеспечивает превосходную жесткость и устойчивость к деформациям. Она гарантирует стабильность оборудования при длительной непрерывной сварке и эффективно компенсирует воздействие вибрации на точность сварки.
02
Двухстанционная высокоэффективная система
Синхронная конструкция с двумя сварочными головками позволяет одновременно сваривать две заготовки или обе стороны одной заготовки. Это удваивает эффективность производства и отвечает потребностям массового производства.
03
Высокоточный контроль сварки
Благодаря встроенным специальным приспособлениям и прецизионным механизмам регулировки, система быстро позиционирует заготовки колонн. В сочетании с автоматизированными процессами сварки она обеспечивает равномерные, качественные сварные швы с точностью ±0,5 мм.
04
Простота в эксплуатации и обслуживании
Станок оснащен встроенной панелью управления и кнопкой аварийной остановки промышленного назначения для обеспечения четкой логики работы. Нижний шкаф облегчает хранение инструментов и поиск неисправностей, значительно сокращая время простоя на техническое обслуживание.
05
Высокая степень индивидуализации и адаптивности.
Такие параметры, как ход сварки, конструкция зажимного устройства и режим управления, могут быть настроены в соответствии с размерами заготовок и техническими требованиями заказчика, идеально адаптируясь к потребностям обработки колонных заготовок различных спецификаций.
Сценарии применения
Колонны стальных строительных конструкций
Она автоматизирует сварку колонн заводских зданий и стальных колонн высотных зданий, обеспечивая прочность сварных швов и качество внешнего вида в соответствии с отраслевыми стандартами безопасности.
Машиностроение
Это позволяет осуществлять массовую сварку колонн механических рам и опорных колонн станков, заменяя ручной труд и повышая стабильность качества продукции.
Складское и логистическое оборудование
Это позволяет автоматизировать сварку колонн складских стеллажей и опорных колонн для поддонов, обеспечивая высокоэффективное массовое производство при сохранении несущей способности и устойчивости.
Автомобильная и строительная техника
Он выполняет сварку высокопрочных компонентов, таких как колонны автомобильных шасси и опорные колонны строительной техники, обеспечивая прочность и долговечность сварных швов.
Муниципальные и новые энергетические компоненты
Этот метод можно расширить для сварки цилиндрических/квадратных заготовок в виде колонн, таких как опоры уличных фонарей, опоры мониторинга и опоры фотоэлектрических систем.
{{item.score}} Звезды
{{item.pre}}%
{{item.nickname ? (item.nickname.slice(0, 2) + '*****') : item.source === 1 ? 'mall buyer' : '--'}}
{{item.comment_time}}
Review in the {{item.country}}
{{itemAttr.params_key}}: {{itemAttr.params_value}}
Связаться с нами
Свяжитесь с нами
Просто укажите свой адрес электронной почты или номер телефона в контактной форме, чтобы мы могли выслать вам бесплатную смету на наши разнообразные дизайнерские решения!
нет данных
нет данных
Будучи ведущим брендом с 26-летним опытом, наша компания начинает новую эру и занимает лидирующие позиции в области сварочных аппаратов для резки металла в Китае. Мы предлагаем самый полный модельный ряд сварочных аппаратов для резки металла в этой отрасли.
Полезные ссылки
Продукты
Решение
Социальные сети
Информационный центр
Добавлять:
Вест-Энд, Фудун-роуд, промышленная зона Фуань, город Цзяочжоу, Циндао, Китай 266300
Связаться с нами
Контактное лицо: Тони Донг
Тел.: +86 532-8226 2098
Мобильный телефон/WeChat: 133 2502 2779
Электронная почта:13325022779@163.com
Copyright © 2026 Hengyuan Mechanical | политика конфиденциальности Карта сайта