





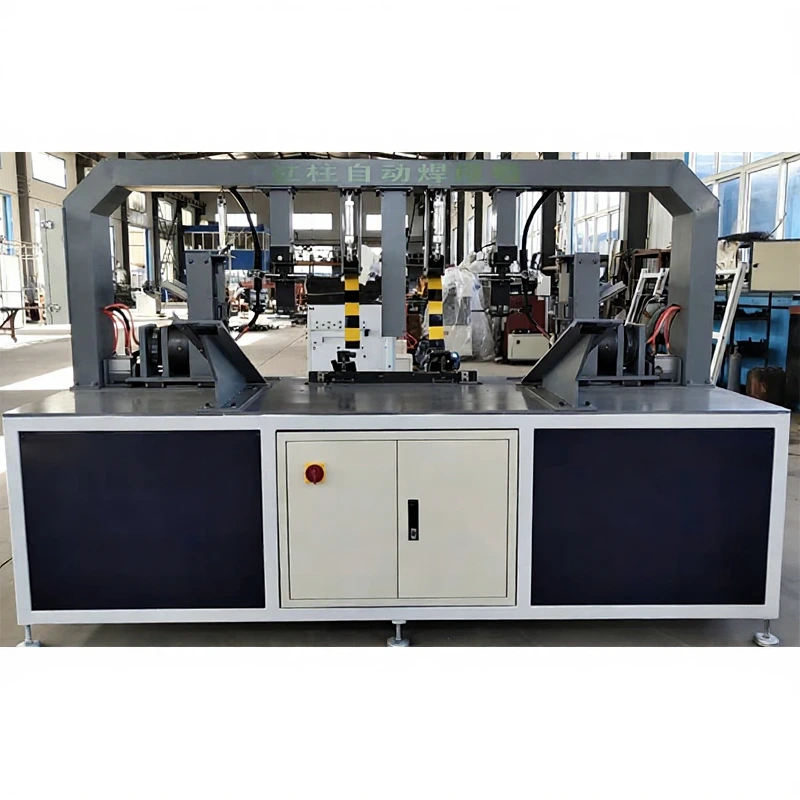
The Specialized Automatic Welding Machine for Columns
This automatic column welding machine is an industrial-grade automated welding solution designed for high-volume production. Featuring a heavy-duty gantry frame structure and dual-station welding heads, it enables high-efficiency, automatic welding of various column-type workpieces. Compared to traditional manual welding, it standardizes and automates the welding process while significantly improving weld quality consistency and production efficiency. It serves as a core upgrading solution for industries like steel structure columns and mechanical components.
5.0
design customization
Please fill out the form below to request a quote or to request more information about us. Please be sure to upload customized requirement documents or pictures, and we will get back to you as soon as possible with a response. we're ready to start working on your new project, contact us now to get started.
Please fill out the form below to request a quote or to request more information about us. please be as detailed as possible in your message, and we will get back to you as soon as possible with a response. we're ready to start working on your new project, contact us now to get started.
Technical Parameter
| Parameter Category | Specifications |
| Structure | Gantry-Type Frame Structure |
| Welding Station | Dual-Station Synchronous Welding |
| Applicable Workpiece | Column-Type Steel Workpieces (Square/Round) |
| Control Mode | Semi-Automatic/Full Automatic (Optional) |
| Welding Power Supply | Industrial-Grade Inverter Welding Machine |
| Device Size | Approx. 2200×1200×1800mm (Customizable) |
| Device Weight | Approx. 1200kg (Customizable) |
| Power Requirement | 380V 50Hz 3-Phase Power |
| Welding Accuracy | ±0.5mm |
Equipment Overview
A column (in this article)is a component used to secure the motor in large wind turbines. It is formed by welding rectangular end plates to both ends of a square tube, creating an I-shaped structure.
Previously, manually welding the two square end plates to the square tube was not only inefficient and labor - intensive, but also carried poor working conditions and inconsistent quality. In response to these challenges in manual column production, the specialized automatic welding machine for columns was developed. It automates the welding of columns and reduces reliance on manual labor.
Operating Procedure
• After pressing the start button, the manipulator positions the end plates and square tubes at the welding station.
• Pneumatic positioning and clamping are activated.
• Welding begins. Following a pre - programmed routine, the CO₂ welding machine performs a 360 - degree circumferential weld on the rotating square tube and end plates.
• After welding, pneumatic clamping is released, and the manipulator transfers the finished workpiece to the collection table. Once a certain quantity accumulates, the operator removes the workpieces for stacking.
During operation, the operator is only responsible for replenishing the end plates in the feeders, placing square tubes on the worktable, and removing the finished welded workpieces.
Features
01
Stable Gantry Structure
The high-strength gantry frame design offers excellent rigidity and deformation resistance. It ensures equipment stability during long-term continuous welding and effectively offsets vibration impacts on welding accuracy.
02
Dual-Station High Efficiency
The dual welding head synchronous design enables simultaneous welding of two workpieces or both sides of one workpiece. It doubles production efficiency and meets the needs of mass production.
03
High-Precision Welding Control
Integrated with special fixtures and precision adjustment mechanisms, it quickly positions column workpieces. Combined with automatic welding procedures, it delivers uniform, well-formed welds with an accuracy of ±0.5mm.
04
Easy Operation & Maintenance
The machine is equipped with an integrated control panel and industrial emergency stop button for clear operation logic. The lower cabinet facilitates tool storage and troubleshooting, significantly reducing downtime for maintenance.
05
High Customization Adaptability
Parameters such as welding stroke, fixture structure, and control mode can be customized according to clients' workpiece sizes and technical requirements, perfectly adapting to the processing needs of column workpieces with various specifications.
Application Scenarios
Building Steel Structure Columns
It automates welding of factory building columns and high-rise building steel columns, ensuring weld strength and appearance quality to meet industry safety standards.
Machinery Manufacturing
It supports mass welding of mechanical frame columns and machine tool support columns, replacing manual work to improve product consistency and efficiency.
Warehousing & Logistics Equipment
It automates welding of storage shelf columns and pallet support columns, enabling high-efficiency mass production while ensuring load-bearing capacity and stability.
Automotive & Construction Machinery
It performs welding of high-strength components such as automotive chassis columns and engineering machinery leg columns, ensuring welding strength and durability.
Municipal & New Energy Components
It can be extended to weld cylindrical/square column workpieces like street lamp poles, monitoring poles, and photovoltaic support columns.
{{item.score}} Stars
{{item.pre}}%
{{item.nickname ? (item.nickname.slice(0, 2) + '*****') : item.source === 1 ? 'mall buyer' : '--'}}
{{item.comment_time}}
Review in the {{item.country}}
{{itemAttr.params_key}}: {{itemAttr.params_value}}
Contact Us
Get in touch with us
Just leave your email or phone number in the contact form so we can send you a free quote for our wide range of designs!
no data
no data
As the top brand, with 26 years experiences, our company starts a new era and takes the lead in the shear welder field in China. We have the most complete models of shear welder in this industry.
Useful Links
Products
Solution
Social media
Info Center
Add:
West End, Fudong Road, Fu’an Industrial Zone, Jiaozhou City, Qingdao, China 266300
Contact Us
Contact person: Tony Dong
Tel: +86 532-8226 2098
Mobile/We-chat: 133 2502 2779
Email: 13325022779@163.com
Copyright © 2026 Hengyuan Mechanical |Privacy Policy Sitemap